











































Svařovací plyny jsou nezbytností v případě svařování v ochranné atmosféře. Rozdělujeme je na aktivní a inertní, přičemž aktivně se používají výhradně u metody MAG (Metal Active Gas) a inertní u metod MIG (Metal Inert Gas) a TIG (Tungsten Inert Gas). Typ plynu, který ochrannou atmosféru tvoří, přímo ovlivňuje výkon a efektivitu svařování, úroveň rozstřiku, kvalitu oblouku a v neposlední řadě také mechanické vlastnosti hotového svaru.
Inertní plyny:
Inertní – setrvávající v původním stavu, nečinný.
Ochranná atmosféra slouží k ochraně svarového kovu před negativním vlivem okolní atmosféry, inertní plyn nezasahuje do chemického složení roztaveného svarového kovu při procesu svařování, proto je označován jako nečinný.
Do tohoto typu plynů se zařazují nejčastěji plyny jako jsou Argon, Helium případně jejich kombinace.
Při svařování MIG a TIG se jedná o svařování v inertní atmosféře, která je zpravidla čistý Argon, výjimečně Argon + Helium. V běžné praxi se s touto kombinací jen těžko setkáme, protože díky své cenové relaci a dostupnosti je v nevýhodě, ale díky svým vlastnostech najde uplatnění ve svarcích s náročnějšími požadavky.
Inertní atmosféra umožňuje svařování nejčastěji hliníkových slitin (AlSi, AlMg,...) slitin mědi (Mosaze a Bronzy), ale také umožňuje i svařování nerezové oceli.
Aktivní plyny:
Aktivní – aktivně se podílí na metalurgickém procesu:
Oxid uhličitý – CO2 se vlivem vysoké teploty štěpí, rozkládá a volné atomy kyslíku reagují s kapkami kovu, přičemž se uvolňuje teplo. V tekutém kovu probíhají oxidační procesy, které ponechávají v kovu stabilní prvky (Cr, Fe, Mo, Ni, Cu) a aktivní prvky (Zr, Ti, Al, Mn, V, Si) částečně vypalují. Zejména proto se přidávají prvky jako je Mn, Si a Al do přídavných materiálů a zajišťují tak jemnozrnnou strukturu u svařovaných ocelí.
CO2 jako jediný aktivní plyn lze použít při svařování ve 100% formě. Dále se setkáváme se směsí plynu Ar+CO2 (lidově přezdívanou také jako „Corgoň“) nejčastěji v kombinaci 82/18 (82% Ar a 18% CO2) při svařování klasické černé oceli nebo 98/2 (98% Ar a 2% CO2 ) při svařování nerezové oceli. V ojedinělých případech můžeme natrefit i na třísložkovou směs, s příměsí kyslíku Ar+CO2+O2 nebo dvousložkovou směs Ar+O2, což poskytuje opět další pozitivní vlivy na kvalitu svaru, ale její dostupnost a cena je nevýhodou.
Ochranné plyny, výhody a nevýhody a použití
Oxid uhličitý (CO2):
Oxid uhličitý je nejlevnější reaktivní plyn, poskytuje hluboký a široký průnik a je ideální pro hrubé materiály. Jeho nevýhodou je méně stabilní oblouk a také, vytváří více rozstřiku pokud není v kombinaci s inertním plynem - Argon. Při svařování s čistým CO2 vyžaduje čištění po svařování, což při domácím svařování je akceptovatelné, ale při velkovýrobě tyto prostoje s čištěním snižují efektivitu.
Argon (Ar):
Čistý argon najde využití při svařování metodou TIG všech materiálů (ocel, nerez, slitiny hliníku, mosaz, bronz, titan,...) a při metodě MIG svařování nejčastěji hliníkových slitin, slitin mědi, a také nerezové oceli. Argon vytváří stabilní oblouk, poskytuje estetický vzhled svaru, produkuje výrazně méně rozstřiku. Vytváří úzký profil průniku do materiálu, což umožňuje tento plyn použít pro tupé a koutové svary.
Láhev s plynem Argon 200 bar 8L
Směsný plyn Ar + CO2 :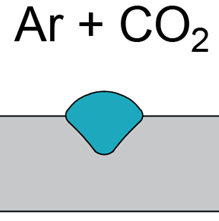
Tento směsný plyn je rozšířen díky své produktivitě při výrobě, pohlednému výslednému svaru a projevuje se také na kvalitě výsledného svarového spojení. Zatímco použití argonu poskytuje vyšší pevnost v tahu a mez kluzu, CO2 poskytuje lepší tažnost a odolnost vůči praskání. Jedná se tedy o kompromis v závislosti na požadavku na vytvoření kvalitního svaru. Směsi obvykle sestávají ze 75-95% Argonu a 25-5% Oxidu uhličitého. Zpravidla čím silnější ocel svařujete, potřebujete více oxidu uhličitého ve směsi, a čím tenčí ocel svařujete, potřebujete více argonu ve směsi. Nejčastěji se setkáváme se směsí 82/18 pro svařování černé oceli, výjimkou je však směsný plyn 98/2, který se používá ke svařování nerezové oceli.
Láhev s plynem Argon/CO2 MIX 82/18 200 bar 8L na ocel
Láhev s plynem Argon/CO2 MIX 98/2 200 bar 8L na ocel
Helium:
Helium se obvykle používá ke svařování neželezných kovů. Vytváří oblouk vyšší teploty, čímž tak napomáhá k produktivitě. Profil průřezu po použití tohoto plynu je širší a poměrně hluboký. Obvykle se vyskytuje s příměsí argonu a to v rozmezí 25-75%. Úpravou poměru, operátoři v technické praxi při automatizaci, umí volit průnik svaru, profil housenky, rychlost pojezdu. Přestože má použití Hélia výhodné vlastnosti, je nutné zohlednit vyšší cenu tohoto plynu a zda vůbec použití je nutné a ekonomicky výhodné.
Kyslík: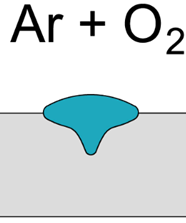
Kyslík je reaktivní plyn, který se používá nejčastěji v kombinaci s argonem a to v poměru maximálně 10%. Toto přidání má za následek zlepšení tekutosti svarové koupele, stability oblouku a pozitivně se projeví i na průvaru. Je možné se s ním setkat i ve třísložkové směsi Ar+CO2+ O2.
Dusík:
Dusík nachází využití jako pomocný plyn při laserovém řezání, díky dusíku dochází k rychlejšímu ochlazení řezné hrany, snižuje zabarvení okraje řezu, zabraňuje oxidaci, díky čemuž se na řezné hraně nevytváří uhlíková vrstva, která snižuje kvalitu řezu a brání dalším procesům ve výrobě. Dusík lze také použít k ochraně kořene svaru jako formovací plyn. Kromě toho se vyskytuje při různých jiných aplikacích v oblasti čištění, chlazení a mražení.
Láhev s plynem Dusík 200 bar 8L
Formovací plyn:
Jedná se o ochranný plyn, který se používá k ochraně kořenové vrstvy svaru při svařování. Složení formovacích plynů se skládá směsi dusíku a vodíku (95/5 al. 90/10) případně směsi argonu a vodíku (98/2) nebo trojkombinace. Vodík vytváří redukční prostředí v okolí svaru a tím zabraňuje oxidaci kořenové vrstvy svaru.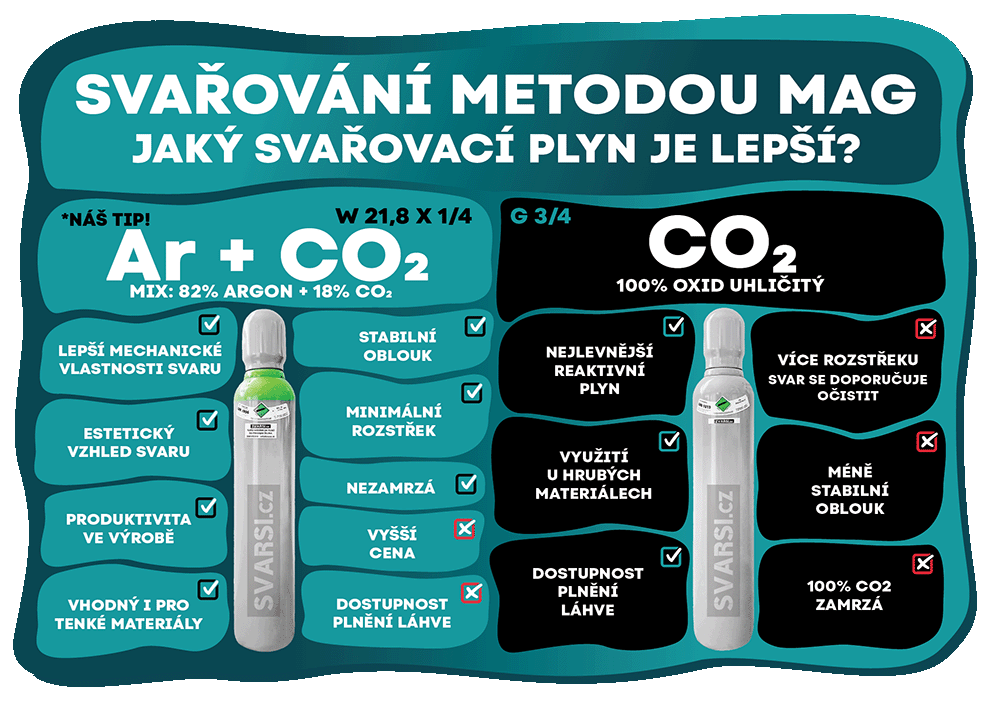 Ochranné plyny přispívají ke kvalitě svaru, a tedy i celé svařované konstrukce. Existuje mnoho plynů a jejich směsí, které se používají v průmyslové výrobě jejichž složení je přizpůsobeno podle požadavku, aby zajistily vysokou produktivitu, výhodný profil svaru, minimální prostoje i ekonomickou stránku.
Ochranné plyny přispívají ke kvalitě svaru, a tedy i celé svařované konstrukce. Existuje mnoho plynů a jejich směsí, které se používají v průmyslové výrobě jejichž složení je přizpůsobeno podle požadavku, aby zajistily vysokou produktivitu, výhodný profil svaru, minimální prostoje i ekonomickou stránku.
Běžně se setkáváme se snadno dostupnými aktivními a inertními plyny jako jsou: CO2 , CO2+Ar, Ar. Každý jeden má své výhody a nevýhody, použití pro daný materiál a výběr je na vás!
Doufáme, že Vám tento článek objasnil problematiku v oblasti svařovacích plynů při obloukových metodách svařování a utvrdil Vás v rozhodnutí, který plyn zvolit! Pokud máte nějaké dotazy, na které zde odpověď nebyla zmíněna, neváhejte nás kontaktovat na našem emaily info@svarsi.cz nebo na t.č. +421 948 072 919 a rádi Vám je zodpovíme.
Váš Tým SVARSI.CZ!